Polski (PL)
Polski (PL)  Français (France)
Français (France)  Deutsch
Deutsch  English (UK)
English (UK)  Español (España)
Español (España)  简体中文(中国)
简体中文(中国) 

Zasada i dozowanie
Ilość oleju Q: Wskazuje jakościowy przebieg oddawania oleju przez walce natłuszczające na materiał klienta
Ilość oleju Qkonieczne: Wymagana przez klienta ilość oleju Q konieczne, wynika z ilości oleju, która musi zostać naniesiona równomiernie na całej szerokości taśmy i długości posuwu, niezależnie od ilości skoków maszyny do obróbki plastycznej.
Ilość oleju Qśrednie: Odpowiada arytmetycznej wartości średniej rzeczywiście doprowadzonej ilości oleju
Dozowanie sterowane impulsowo
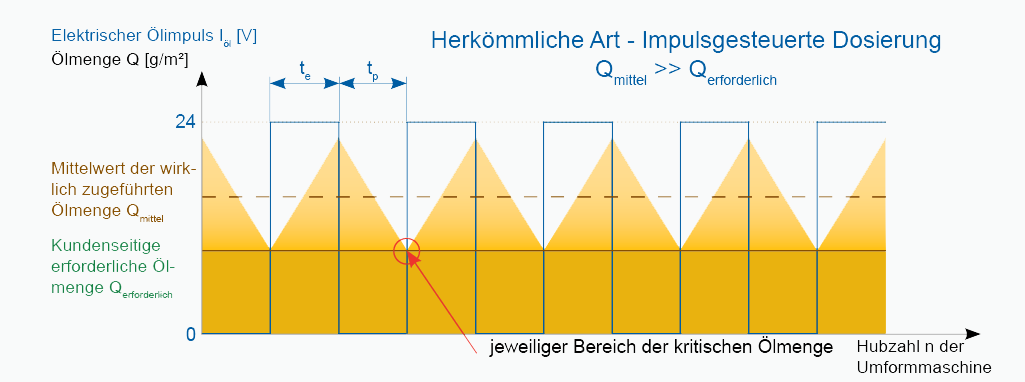
Elektryczny impuls oleju IÖl : Przy zwykłym rodzaju sterowanego impulsowo dozowania dany wałek natłuszczający jest zasilany olejem przez sterowany elektrycznie zawór olejowy.
Sterowanie dozowaniem przełącza zawór olejowy zależnie od skoku.
Czas załączenia t0: W trakcie czasu załączenia te olej płynie do wałka natłuszczającego.
Czas przerwy tp: Podczas czasy przerwy tp dopływ do wałka olejowego zostaje przerwany przez zamknięcie zaworu.
Podsumowanie:Ze względu na czas przerwy tp spada stopień nasycenia w obrębie wałka natłuszczającego, a tym samym ilość oleju, która jest oddawana przez niego na materiał.
Aby naniesiona przez wałki ilość oleju nie spadła poniżej ilości wymaganej przez klienta, przy zwykłych, sterowanych impulsowo układach dozowania doprowadzana musi być ciągle większa ilość oleju, niż to konieczne.
Systemy dozowania z zaworami elektromagnetycznymi - dozowanie sterowane impulsowo Q = f(IÖ, te, tp, n) Q średnie >> Q konieczne
Integracja pompy dozującej
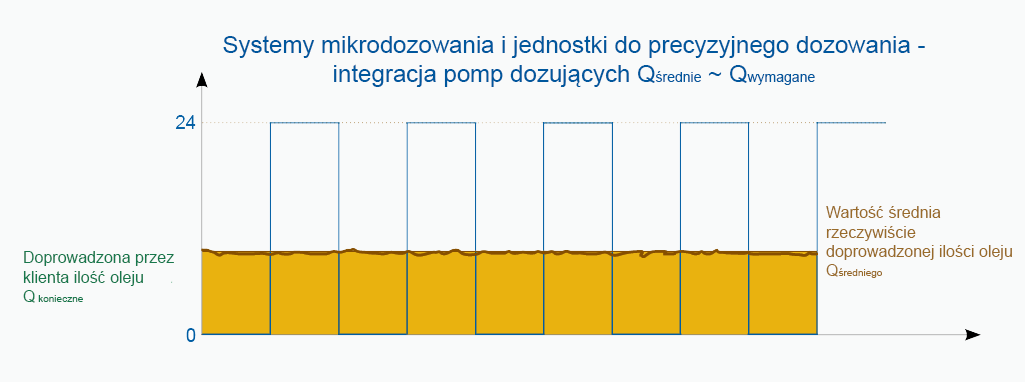
Poprzez integrację bardzo precyzyjnych pomp dozujących walce natłuszczające są zasilane w sposób ciągły jednakową ilością oleju.
Systemy mikrodozowania i jednostki do precyzyjnego dozowania - integracja pomp dozujących: Q = f(Q konieczne, n) Q średnie ~ Q konieczne